Layout di magazzino: guida completa a progettazione e tipologie
Il layout di magazzino (progettazione layout magazzino), ossia la disposizione fisica delle aree e delle strutture al suo interno, è cruciale per garantire un flusso efficiente di merci, ottimizzare lo spazio e ridurre i costi operativi. Il tipo di layout scelto dipende dalle specifiche esigenze operative del magazzino, dal tipo di merci gestite, dalle attrezzature disponibili e dalla quantità di ordini da evadere.
Ecco le principali tipologie di layout magazzino che un magazzino può adottare:
Layout a Corridoi Longitudinali
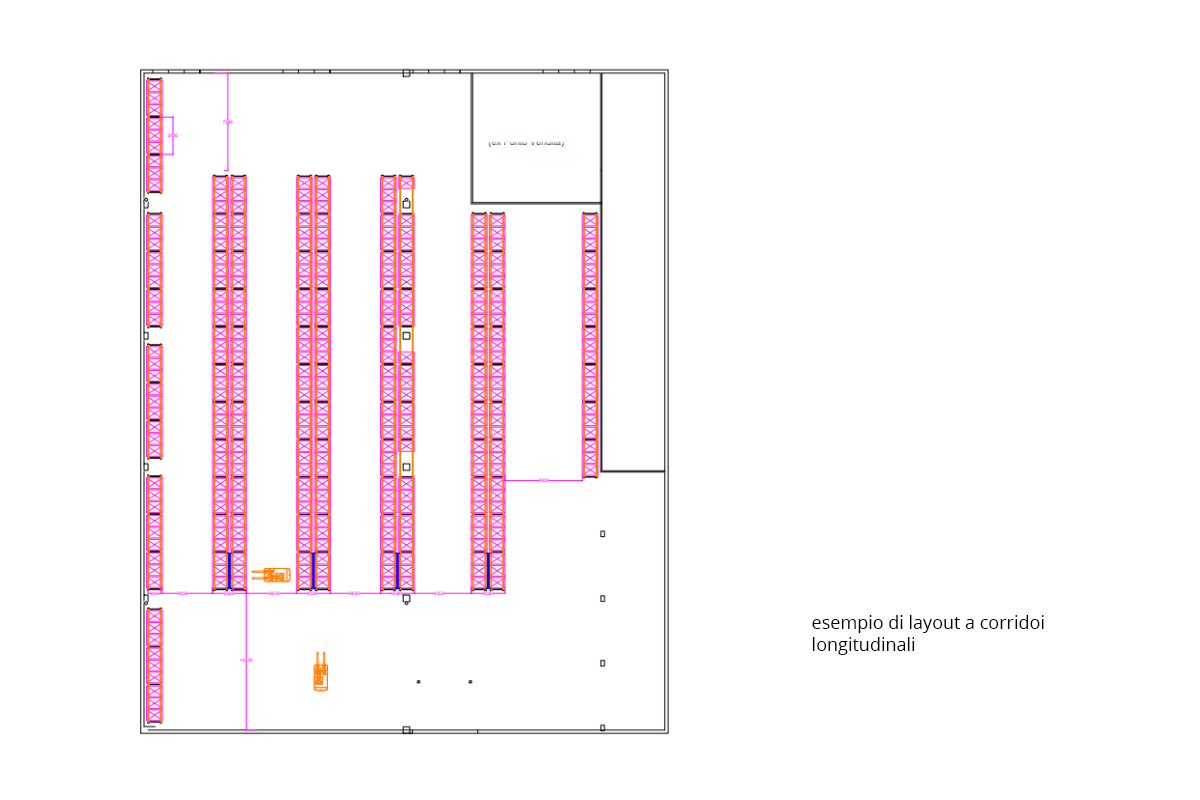
È il layout più diffuso; in questo layout, le scaffalature sono disposte parallelamente tra loro, formando corridoi rettilinei. Ogni corridoio è separato da un passaggio per i carrelli elevatori o per gli operatori.
Caratteristiche:
- Flusso lineare e semplice
- Accesso diretto a tutti gli scaffali
- Facile da gestire per il picking e il rifornimento
- Utilizzato in magazzini tradizionali o con picking manuale.
Vantaggi:
- Massimizza lo spazio disponibile per lo stoccaggio
- Semplice da organizzare e ottimizzare.
Svantaggi:
- Potenziale congestionamento nei corridoi
- Maggiore necessità di movimentazione per raggiungere articoli distanti.
Layout a Blocchi (Bloc Storage)
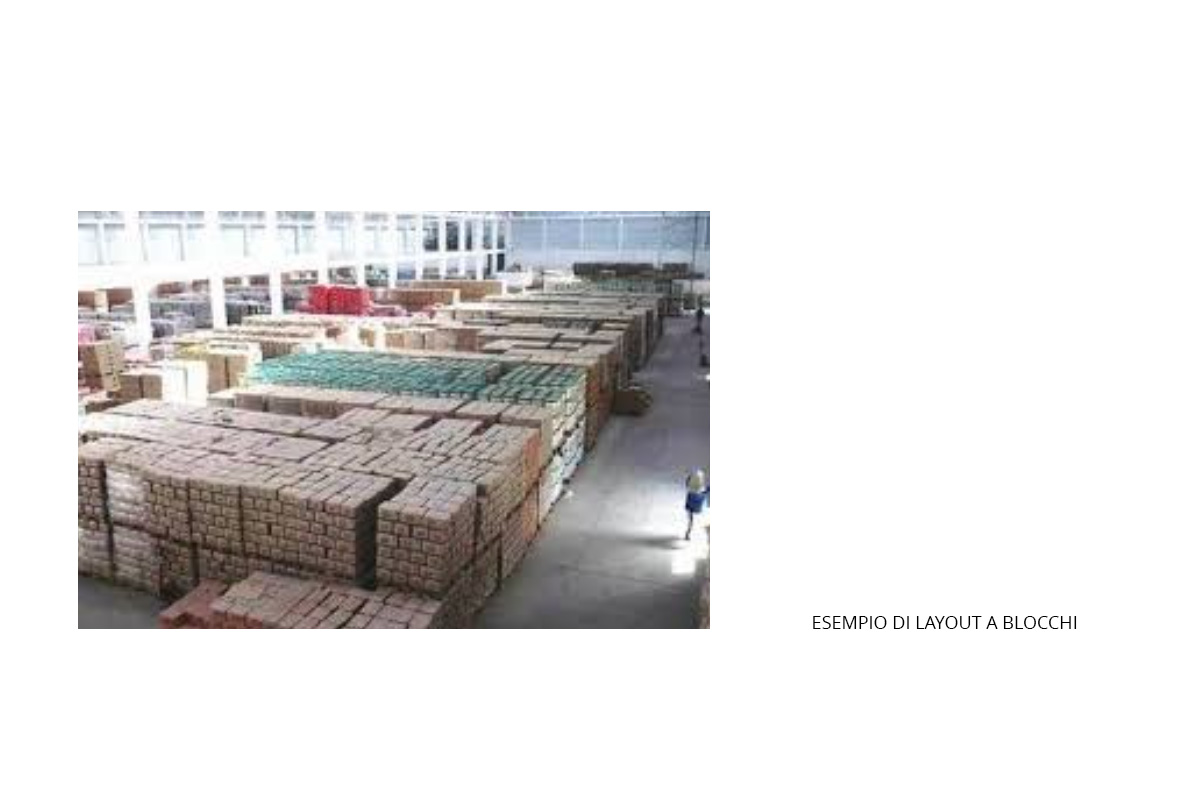
Questo layout prevede che i prodotti vengano impilati direttamente sul pavimento, senza scaffalature fisse. È adatto per merci stoccate in pallet che non necessitano di accesso frequente. Il numero massimo di pallet sovrapponibili dipende dalle condizioni di stabilità degli stessi: si deve fare in modo che la catasta sia sempre sicura e stabile; a tal scopo e buona prassi sovrapporre i pallet dei livelli superiori mettendoli “a cavallo” di due o più pallet sottostanti.
Caratteristiche:
- Stoccaggio a blocchi o pile
- Utilizzato per articoli a bassissima rotazione oppure per codici ad altissima rotazione e con grandi quantità di merce in stock
- Lo stoccaggio segue il principio FIFO (“First In, First Out”) o LIFO (“Last In, First Out”), a seconda dell’organizzazione.
Vantaggi:
- Ottimizza l’uso dello spazio a terra
- Costi praticamente nulli (nessuna struttura fisse).
Svantaggi:
- Accesso limitato agli articoli più in basso o indietro nel blocco
- Potenziale inefficienza nel prelievo
- Rischio per la sicurezza degli operatori e della merce.
Layout a Zona (Zoning)
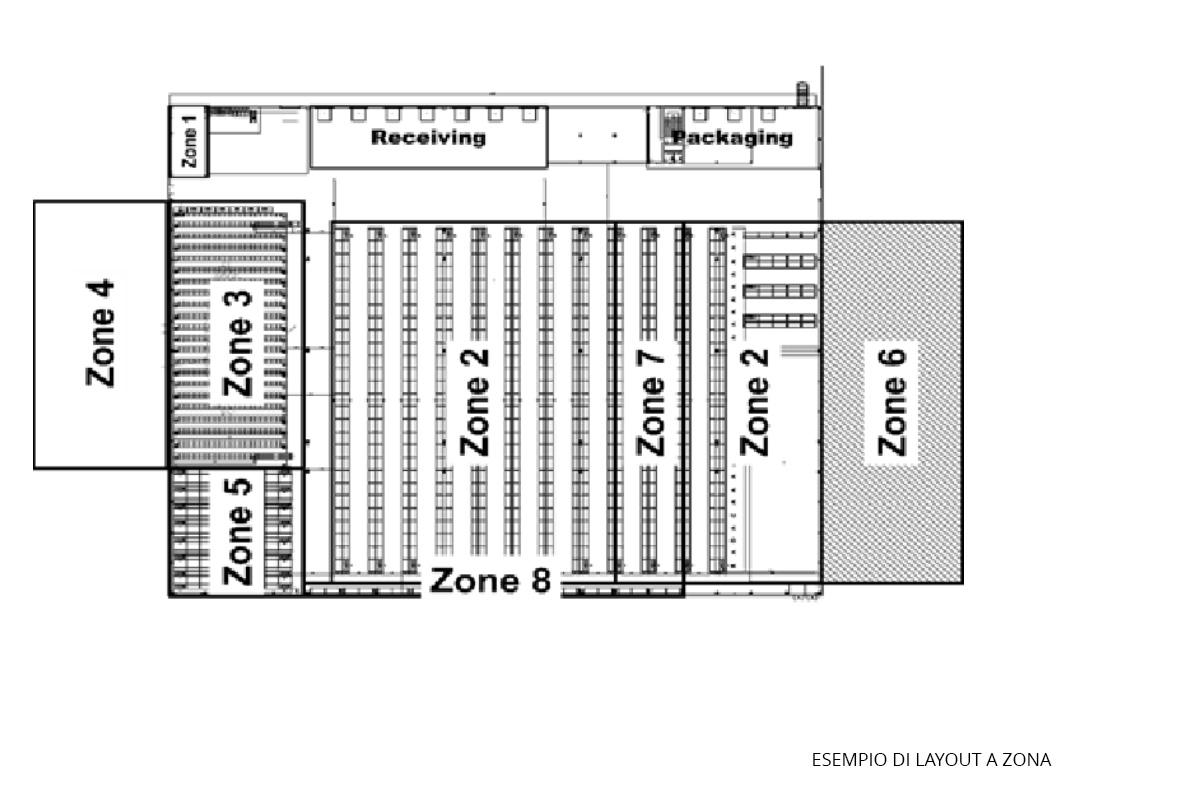
Il magazzino è suddiviso in diverse zone, ciascuna delle quali ospita un determinato tipo di prodotto o attività. Ogni zona può avere una diversa configurazione o layout in base alla propria funzione.
Caratteristiche:
- Aree separate per stoccaggio, picking, imballaggio, spedizione e ricevimento.
- Ogni zona può essere ottimizzata per un determinato processo (ad es. zona a terra per il ricevimento, scaffalature per il picking, aree di cross-docking per il transito rapido).
Vantaggi:
- Maggiore controllo e specializzazione delle operazioni
- Riduzione del rischio di confusione tra diversi tipi di merci
- Ideale per magazzini con varietà di prodotti e processi diversi.
Svantaggi:
- Richiede una gestione attenta del flusso tra le diverse zone
- Possibile aumento della distanza percorsa tra le aree
- Suddivisione degli operatori nelle diverse zone e attività, rischio di minore flessibilità operativa.
Layout a “I”
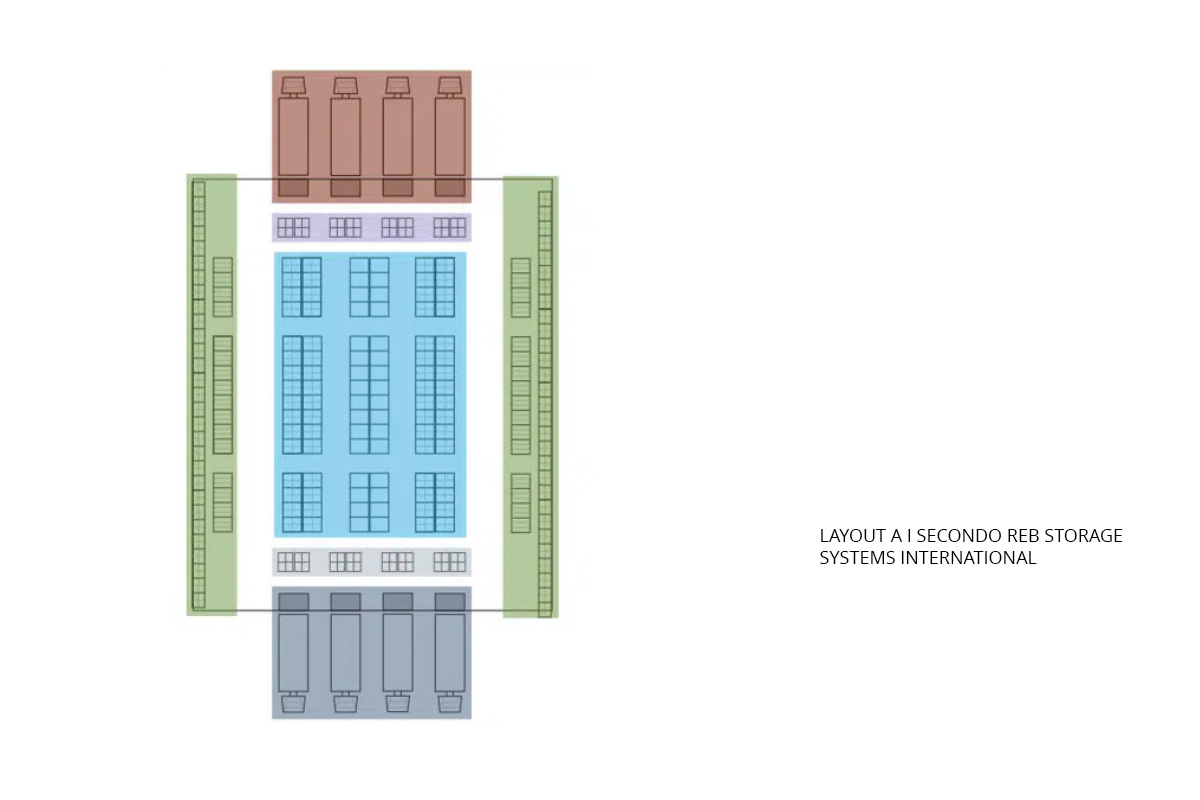
In un layout a “I” le operazioni di ricevimento e spedizione avvengono alle estremità opposte del magazzino, con le altre zone di lavoro e stoccaggio nel mezzo.
Caratteristiche:
- Le aree di ricevimento e spedizione sono posizionate sui lati opposti del magazzino, in genere sui lati corti
- Le merci attraversano l’intero magazzino dal punto di ricezione a quello di spedizione
Vantaggi:
- Perfetto per magazzini ad alta rotazione o per operazioni di transito rapido
- Minimizza le interferenze tra le operazioni di ricevimento e spedizione.
- Facilita il controllo del flusso delle merci.
Svantaggi:
- Limitato a determinati tipi di magazzini
- Richiede una grande superficie orizzontale
- Non sempre efficiente per il picking, le distanze possono essere importanti
- Non si favorisce l’attività di cross-docking: spesso si crea una piccola area di spedizione prossima all’area ricevimento al fine di favorire questo processo.
Layout a “U”
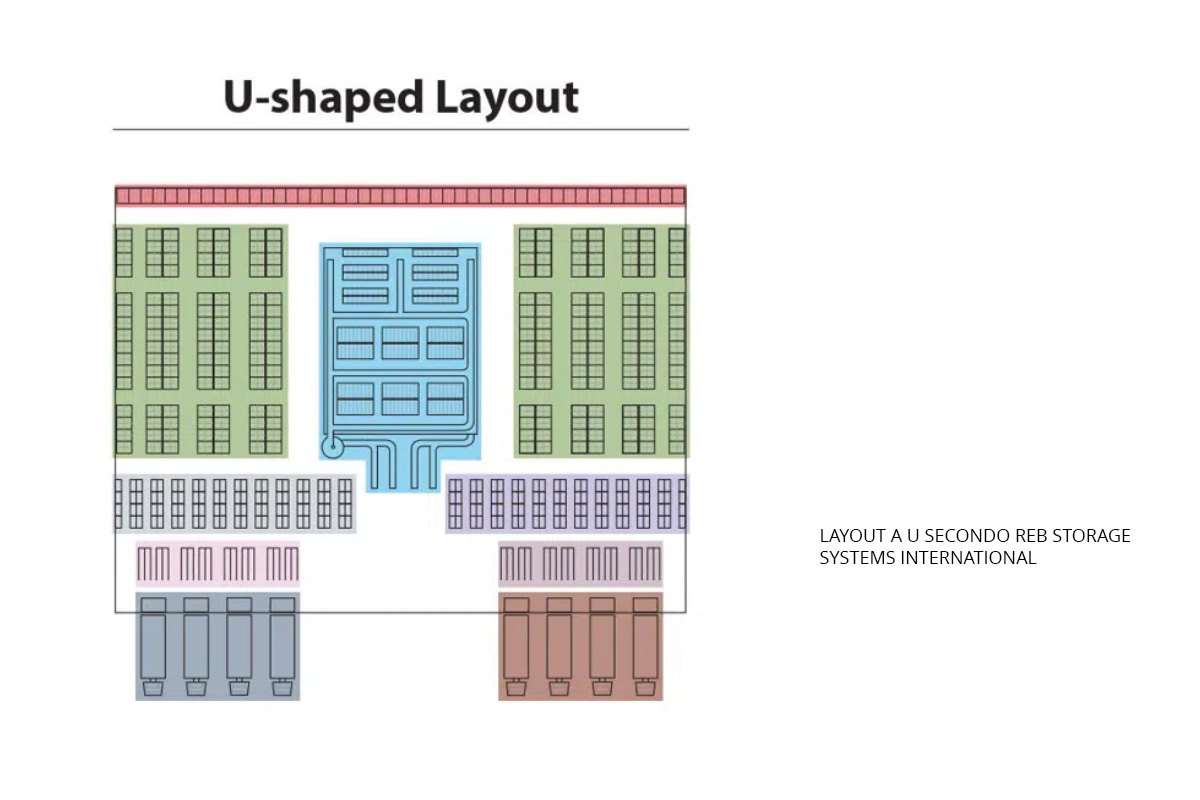
Il layout a “U” è molto comune nei magazzini moderni, in cui le operazioni di ricevimento e spedizione avvengono alle estremità opposte di una stessa area, con la zona di stoccaggio nel mezzo.
Caratteristiche:
- Le aree di ricevimento e spedizione sono posizionate sui lati corti della “U”
- Il flusso delle merci segue un percorso lineare che attraversa lo stoccaggio
- Utilizzato per massimizzare l’efficienza di movimentazione e minimizzare le distanze percorse.
Vantaggi:
- Riduce il tempo di movimentazione tra ricevimento, stoccaggio e spedizione
- Facilita il controllo del flusso delle merci.
Svantaggi:
- Limitato a determinati tipi di magazzini
- Potrebbe non essere adatto per magazzini molto grandi o a più sezioni.
Layout a “L”
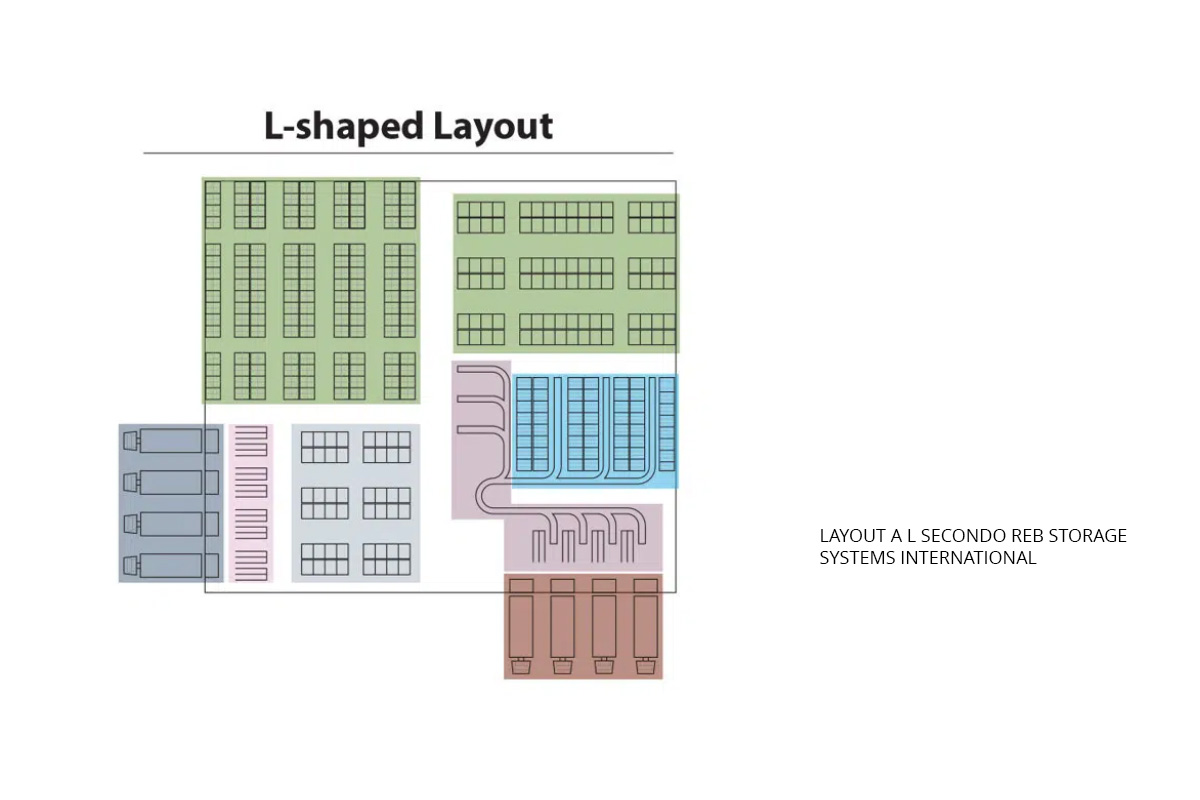
Simile al layout a U, ma con le aree di ricevimento e spedizione collocate su due lati adiacenti del magazzino, anche in questo caso creando un flusso continuo e lineare delle merci.
Caratteristiche:
- Il ricevimento avviene da un lato, mentre la spedizione su un lato adiacente
- Le merci attraversano l’intero magazzino dal punto di ricezione a quello di spedizione
- Ottimo per le operazioni di cross-docking, dove le merci transitano rapidamente senza essere stoccate.
Vantaggi:
- Perfetto per magazzini ad alta rotazione o per operazioni di transito rapido
- Riduce le interferenze tra le operazioni di ricevimento e spedizione.
Svantaggi:
- L’area di magazzino prossima alle due aree di ricevimento e spedizione rischia di essere congestionata durante i periodi di picco
- Non sempre efficiente per il picking.
Layout per magazzini Automatizzati (Automated Layout)
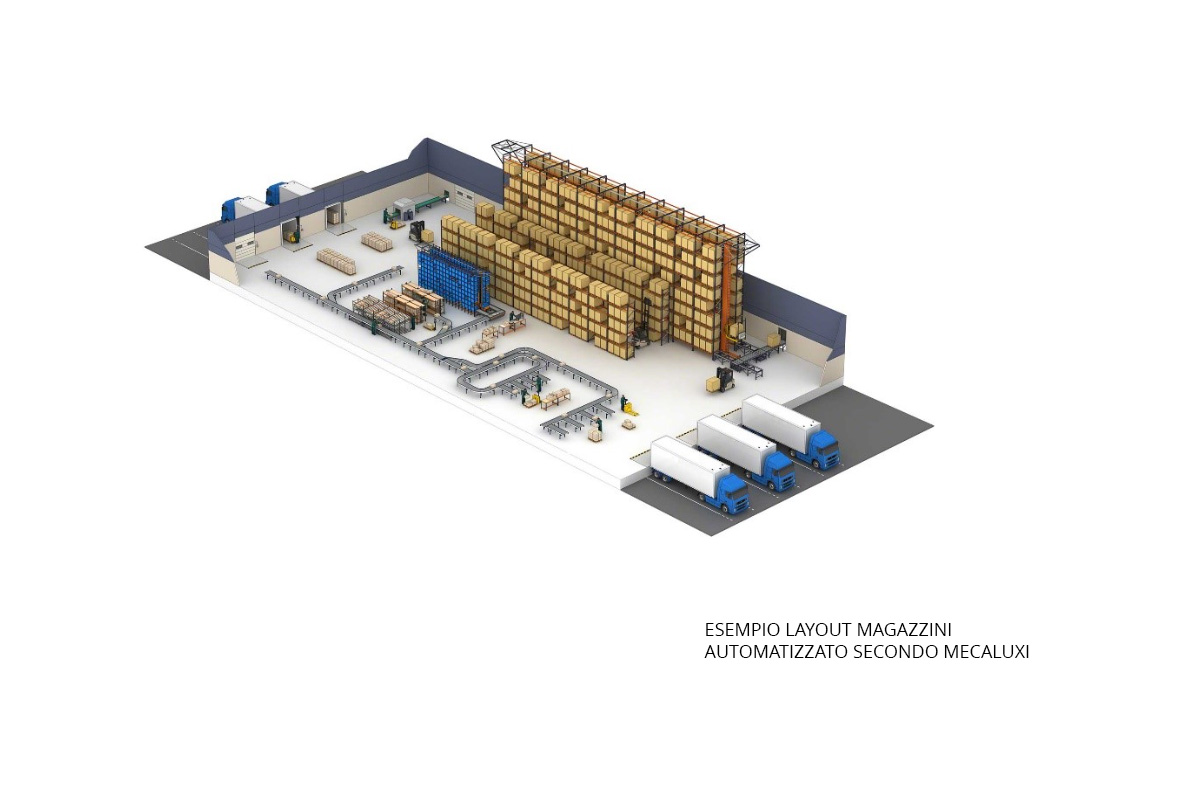
Questi magazzini presentano un layout ottimizzato per i sistemi di stoccaggio e prelievo automatizzati. Sono altamente tecnologici, con robot e shuttle che movimentano le merci in modo automatico.
Caratteristiche:
- Spazi ottimizzati per la movimentazione tramite AGV, AMR o robot
- Presenza di sistemi di trasporto su rotaia, convogliatore o binario
- Utilizzo di sistemi verticali e orizzontali per massimizzare lo spazio
- Automazione del picking e dello stoccaggio.
Vantaggi:
- Massima efficienza e riduzione dei tempi operativi
- Riduzione del rischio di errori umani.
Svantaggi:
- Alti costi di installazione e manutenzione
- Progettazione più lunga e complessa
- Dipendenza totale dalla tecnologia.
Considerazioni Finali
La scelta e la progettazione del layout di magazzino dipende da vari fattori, come il tipo di prodotti, il flusso di merci, il volume di ordini, e il tipo di tecnologia utilizzata. La corretta configurazione può migliorare l’efficienza operativa, ridurre i tempi di lavorazione e ottimizzare lo spazio disponibile.
Articoli Correlati



Layout di magazzino: guida completa a progettazione e tipologie
Il layout di magazzino (progettazione layout magazzino), ossia la disposizione fisica delle aree e delle strutture al suo interno, è cruciale per garantire un flusso efficiente di merci, ottimizzare lo spazio e ridurre i costi operativi. Il tipo di layout scelto dipende dalle specifiche esigenze operative del magazzino, dal tipo di merci gestite, dalle attrezzature disponibili e dalla quantità di ordini da evadere.
Ecco le principali tipologie di layout magazzino che un magazzino può adottare:
Layout a Corridoi Longitudinali
È il layout più diffuso; in questo layout, le scaffalature sono disposte parallelamente tra loro, formando corridoi rettilinei. Ogni corridoio è separato da un passaggio per i carrelli elevatori o per gli operatori.
Caratteristiche:
- Flusso lineare e semplice
- Accesso diretto a tutti gli scaffali
- Facile da gestire per il picking e il rifornimento
- Utilizzato in magazzini tradizionali o con picking manuale.
Vantaggi:
- Massimizza lo spazio disponibile per lo stoccaggio
- Semplice da organizzare e ottimizzare.
Svantaggi:
- Potenziale congestionamento nei corridoi
- Maggiore necessità di movimentazione per raggiungere articoli distanti.
Layout a Blocchi (Bloc Storage)
Questo layout prevede che i prodotti vengano impilati direttamente sul pavimento, senza scaffalature fisse. È adatto per merci stoccate in pallet che non necessitano di accesso frequente. Il numero massimo di pallet sovrapponibili dipende dalle condizioni di stabilità degli stessi: si deve fare in modo che la catasta sia sempre sicura e stabile; a tal scopo e buona prassi sovrapporre i pallet dei livelli superiori mettendoli “a cavallo” di due o più pallet sottostanti.
Caratteristiche:
- Stoccaggio a blocchi o pile
- Utilizzato per articoli a bassissima rotazione oppure per codici ad altissima rotazione e con grandi quantità di merce in stock
- Lo stoccaggio segue il principio FIFO (“First In, First Out”) o LIFO (“Last In, First Out”), a seconda dell’organizzazione.
Vantaggi:
- Ottimizza l’uso dello spazio a terra
- Costi praticamente nulli (nessuna struttura fisse).
Svantaggi:
- Accesso limitato agli articoli più in basso o indietro nel blocco
- Potenziale inefficienza nel prelievo
- Rischio per la sicurezza degli operatori e della merce.
Layout a Zona (Zoning)
Il magazzino è suddiviso in diverse zone, ciascuna delle quali ospita un determinato tipo di prodotto o attività. Ogni zona può avere una diversa configurazione o layout in base alla propria funzione.
Caratteristiche:
- Aree separate per stoccaggio, picking, imballaggio, spedizione e ricevimento.
- Ogni zona può essere ottimizzata per un determinato processo (ad es. zona a terra per il ricevimento, scaffalature per il picking, aree di cross-docking per il transito rapido).
Vantaggi:
- Maggiore controllo e specializzazione delle operazioni
- Riduzione del rischio di confusione tra diversi tipi di merci
- Ideale per magazzini con varietà di prodotti e processi diversi.
Svantaggi:
- Richiede una gestione attenta del flusso tra le diverse zone
- Possibile aumento della distanza percorsa tra le aree
- Suddivisione degli operatori nelle diverse zone e attività, rischio di minore flessibilità operativa.
Layout a “I”
In un layout a “I” le operazioni di ricevimento e spedizione avvengono alle estremità opposte del magazzino, con le altre zone di lavoro e stoccaggio nel mezzo.
Caratteristiche:
- Le aree di ricevimento e spedizione sono posizionate sui lati opposti del magazzino, in genere sui lati corti
- Le merci attraversano l’intero magazzino dal punto di ricezione a quello di spedizione
Vantaggi:
- Perfetto per magazzini ad alta rotazione o per operazioni di transito rapido
- Minimizza le interferenze tra le operazioni di ricevimento e spedizione.
- Facilita il controllo del flusso delle merci.
Svantaggi:
- Limitato a determinati tipi di magazzini
- Richiede una grande superficie orizzontale
- Non sempre efficiente per il picking, le distanze possono essere importanti
- Non si favorisce l’attività di cross-docking: spesso si crea una piccola area di spedizione prossima all’area ricevimento al fine di favorire questo processo.
Layout a “U”
Il layout a “U” è molto comune nei magazzini moderni, in cui le operazioni di ricevimento e spedizione avvengono alle estremità opposte di una stessa area, con la zona di stoccaggio nel mezzo.
Caratteristiche:
- Le aree di ricevimento e spedizione sono posizionate sui lati corti della “U”
- Il flusso delle merci segue un percorso lineare che attraversa lo stoccaggio
- Utilizzato per massimizzare l’efficienza di movimentazione e minimizzare le distanze percorse.
Vantaggi:
- Riduce il tempo di movimentazione tra ricevimento, stoccaggio e spedizione
- Facilita il controllo del flusso delle merci.
Svantaggi:
- Limitato a determinati tipi di magazzini
- Potrebbe non essere adatto per magazzini molto grandi o a più sezioni.
Layout a “L”
Simile al layout a U, ma con le aree di ricevimento e spedizione collocate su due lati adiacenti del magazzino, anche in questo caso creando un flusso continuo e lineare delle merci.
Caratteristiche:
- Il ricevimento avviene da un lato, mentre la spedizione su un lato adiacente
- Le merci attraversano l’intero magazzino dal punto di ricezione a quello di spedizione
- Ottimo per le operazioni di cross-docking, dove le merci transitano rapidamente senza essere stoccate.
Vantaggi:
- Perfetto per magazzini ad alta rotazione o per operazioni di transito rapido
- Riduce le interferenze tra le operazioni di ricevimento e spedizione.
Svantaggi:
- L’area di magazzino prossima alle due aree di ricevimento e spedizione rischia di essere congestionata durante i periodi di picco
- Non sempre efficiente per il picking.
Layout per magazzini Automatizzati (Automated Layout)
Questi magazzini presentano un layout ottimizzato per i sistemi di stoccaggio e prelievo automatizzati. Sono altamente tecnologici, con robot e shuttle che movimentano le merci in modo automatico.
Caratteristiche:
- Spazi ottimizzati per la movimentazione tramite AGV, AMR o robot
- Presenza di sistemi di trasporto su rotaia, convogliatore o binario
- Utilizzo di sistemi verticali e orizzontali per massimizzare lo spazio
- Automazione del picking e dello stoccaggio.
Vantaggi:
- Massima efficienza e riduzione dei tempi operativi
- Riduzione del rischio di errori umani.
Svantaggi:
- Alti costi di installazione e manutenzione
- Progettazione più lunga e complessa
- Dipendenza totale dalla tecnologia.
Considerazioni Finali
La scelta e la progettazione del layout di magazzino dipende da vari fattori, come il tipo di prodotti, il flusso di merci, il volume di ordini, e il tipo di tecnologia utilizzata. La corretta configurazione può migliorare l’efficienza operativa, ridurre i tempi di lavorazione e ottimizzare lo spazio disponibile.